Forging of valve ball
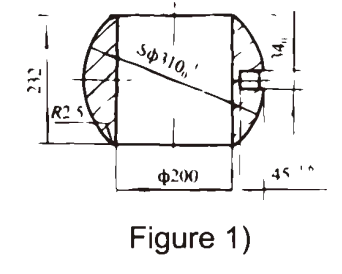
The ball is a heavy part of the valve, as shown in Figure 1). Besides high corrosion resistance, it also requires high strength. Therefore, our factory adopts OCr17Ni12Mo2 austenitic stainless steel for die forging.
1. Forging properties of OCr17Ni12Mo2
Ocrl7ni12mo2’s deformation resistance at high temperature is about one time greater than that of carbon structural steel and alloy structural steel. Moreover, there is no homocrystalline transformation during heating and poor thermal conductivity. After considering the dangerous boundary between high temperature and low temperature, the forging temperature range is selected to be 1180-.870 ℃
2. Determination of forging drawings and processing of several dimensions
(1) considering the foetuses die forging, the metal flow to fill up and down the speed of the cavity is different, the error is bigger, so to ensure the parts size is 232 mm, we in the select height of parting surface, the size to put 6 mm, the top to the bottom put 4 mm allowance, thus forging height is 242 mm, the error of the forgings to better make up for a hard.
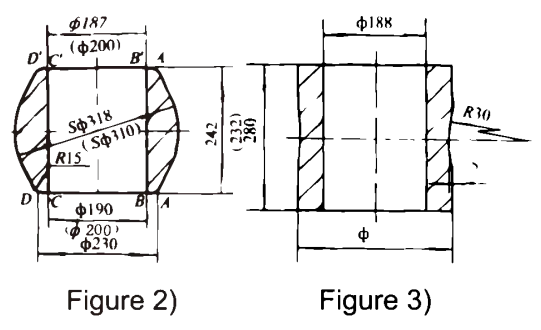
(2) the level size S Φ 310 mm, 200 mm Φ is also a difficult to control ruler, it will be affected by the wrong move and scale; In the design, take S Φ unilateral allowance for 4 mm, 310 mm, the sphere diameter into S Φ 318 mm ;Inner hole Φ 200 mm is made up of core rod to ensure, so take lower unilateral allowance for 5 mm. The upper unilateral more than 6.5 mm, the upper aperture for Φ 187 m, the bottom diameter of 190 mm Φ
(3) on the surface of the bottom treatment, S 318 mm and 190 mm Φ Φ (1870 m) or Φ intersect if use R2.5 excessive, is the most difficult to control the size, should be OCr17Ni12Mo2 low plasticity, and membranes forming, is very difficult to full of the small fillet, we expanded the area on both ends up and down, take AB = CD = A ‘B’ ‘D’ = C = 20 mm, again from A to B, D, A, D each point as Φ tangent to the 318 S, and tangent to R15 connection with upper and lower end face. As shown in Figure 2, the upper and lower platforms are tangent to the middle sphere.
3. The blocking
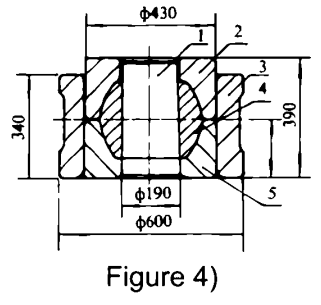
Calculate the heavy forgings of 75 kg, core material weight is 2 kg, The fire consumed weight is 4 kg, blanking weight is 81 kg, 210 by 297, and then according to the size of heating kg blanking Φ 210 x297, then according to the heating forging rough punching a hole reaming, billet made as shown in figure 3.Finally, the die is finally forged in the mold shown in Figure 4.
In this way, the forging can be made without leather. In the process of billet making, the holes are punched first and then the holes are reamed on the rack. If there is any eccentricity, it can be corrected. Die out operation is also more convenient.
1 Mandrel 2 1 upper die 3 1 set of die 4 1 forging 5 — lower die
1. In addition to plane problems and axisymmetric problems, new progress has been made in 3d problem simulation. Block compression, wedge block compression, wedge block compression; Three – dimensional simulation of circular and square circular compression was carried out in 1987.Now a THREE – dimensional simulation program ALPID- a three – dimensional has achieved good results.
2. In addition to free forging and die forging, the simulation objects of forging process have been extended to extrusion, rolling and other processes, and good results have been achieved. In 1990, the research report of “Three-dimensional analysis and computer simulation of profile rolling by finite element method and principal stress Method” was published. In addition the workpiece and die interface lubrication and die failure analysis is also the current research focus.
3. The simulation technology of sheet metal forming technology has made great progress in the combination of finite element simulation analysis and practical test research. At present, remarkable achievements have been made in blanking, bending and drawing, and some software has been used. In 1990, a study on “new finite element simulation methods for Drawing and counter-Drawing” was published. In addition, valuable results have been obtained in material performance analysis and testing methods.
4. The simulation technology of precision forming is developing rapidly. The emphasis is on the prediction and avoidance of workpiece defects and the optimization of process conditions and process sequence. This will be done in conjunction with die design and DIE CAD/CAM/CAE.